Ensimmäinen kaarihitsausmenetelmä kehitettiin 1800-luvulla, ja siitä on tullut kaupallisesti merkittävä laivanrakennuksessa koko toisen maailmansodan ajan. Nykyään se on edelleen merkittävä prosessi ajoneuvoille ja teräsrakenteiden valmistukselle. Tämä on yksi kuuluisimmista hitsausmenetelmistä, joita käytetään metallien liittämiseen teollisuudessa. Tämän tyyppisessä hitsauksessa liitos voidaan muodostaa sulattamalla metalli metallin avulla sähköä . Joten tästä syystä se on nimetty sähkökaareksi. Tämän hitsauksen tärkein etu on, että korkea lämpötila voidaan helposti kehittää hitsausta varten. Kaarihitsauslämpötila-alue on 6k - 7k Celsius-astetta. Tässä artikkelissa käsitellään yleiskatsausta valokaarihitsauksesta.
Mikä on valokaarihitsaus?
Kaarihitsauksen määritelmä on hitsausprosessi, jota käytetään metallien hitsaamiseen sähkön avulla riittävän lämmön tuottamiseksi pehmenemistä varten metallia , samoin kuin kun pehmennetty metalli jäähdytetään, metallit hitsataan. Tällainen hitsaus käyttää virtalähde tehdä kaari metallitikun ja pohjamateriaalin välille metallien pehmentämiseksi kosketuksen päässä.

Sähköinen ARC-hitsaus
Nämä hitsaajat voivat käyttää kumpaakin DC muuten AC , ja elektrodit, kuten kulutusosat, muuten ei-kuluvat. Hitsauspaikkaa voidaan yleensä puolustaa jonkinlaisella suojakaasulla, kuonalla, muuten höyryllä. Tämä hitsausprosessi voi olla manuaalinen, täysin tai puoliautomaattinen.
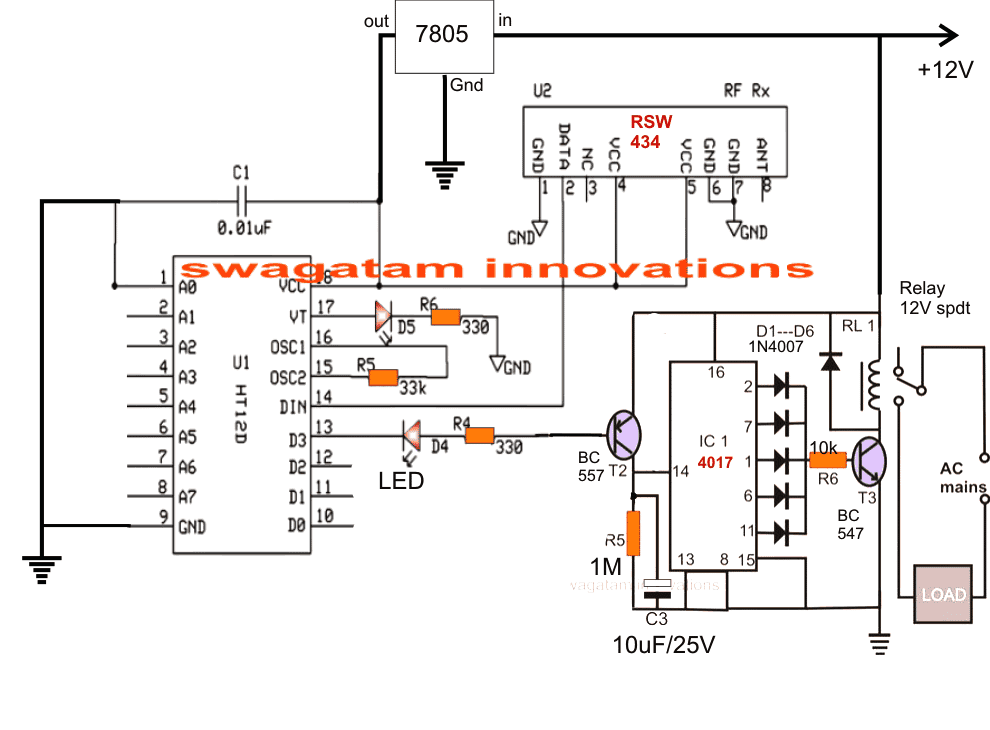
Piirikaavio
Kaarihitsausprosessissa lämpöä voidaan tuottaa sekä elektrodin että työkappaleen väliin lyödyn sähkökaaren avulla. Sähkökaari hehkuu sähköpurkausta kahden ionisoitua kaasua käyttävän elektrodin välillä.
Kaikentyyppinen kaarihitsaustekniikka riippuu sähköpiiristä, joka sisältää pääasiassa eri osia, kuten virtalähteen, työkappaleen, hitsauselektrodin ja sähkökaapelit elektrodin liittämiseksi sekä työkappaleen virtalähteeseen.

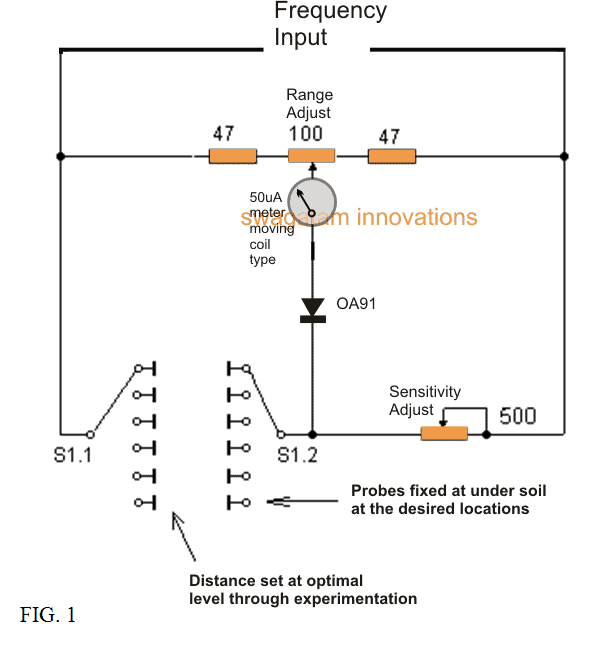
Kaarihitsauspiiri
sähkökaarikäämityspiiri voidaan muodostaa sähkökaarella elektrodin sekä työkappaleen keskelle. Kaaren lämpötila voi olla 5500 ° C (10000 ° F), mikä riittää työkappaleen reunojen yhdistämiseen.
Kun pitkä liitos on tarpeen, kaaria voidaan siirtää liitoslinjan läpi. Etureunan hitsisauma liuottaa hitsatun pinnan, kun altaan takareuna kovettuu muodostamaan liitoksen.
Kun täytemetalli on välttämätön paremman sidoksen saamiseksi, lankaa voidaan käyttää materiaalin ulkopuolella, joka syötetään kaarialueelle, joka liuottaa ja kuormittaa hitsisulaa. Täytemetallin kemiallinen koostumus liittyy työkappaleen koostumukseen.
Hitsausaltaan sula metalli voi olla kemiallisesti aktiivista ja reagoida lähellä olevan ilmakehän läpi. Tämän seurauksena hitsin voi tarttua oksidin sekä nitridin sisällyttämisen kautta heikentääkseen sen mekaanisia ominaisuuksia. Joten hitsisulaa voidaan suojata neutraaleilla suojakaasuilla, kuten heliumilla, argonilla ja suojavuoilla saastumiselta. Hitsausalueelle toimitetaan suojat elektrodin vuopäällysteen muodossa, muuten muissa muodoissa.
Toimintaperiaate
kaarikäämityksen toimintaperiaate eli hitsausprosessissa lämpö voidaan tuottaa sähkökaaren iskulla työkappaleen keskellä sekä elektrodilla. Tämä on hehkuva sähköpurkaus kahden elektrodin välillä koko ionisoidussa kaasussa.
kaarihitsauslaitteet sisältää pääasiassa vaihtovirtakoneen, muuten tasavirtakoneen, elektrodin, elektrodin pidikkeen, kaapelit, Liittimet kaapelille, maadoituspuristimille, haketusvasaralle, kypärälle, lankaharjalle, käsineille, suojalasille, hihoille, esiliinoille jne.
Kaarihitsauksen tyypit
Kaarihitsaus luokitellaan eri tyyppeihin, jotka sisältävät seuraavat.
- Plasmakaarihitsaus
- Metallikaarihitsaus
- Hiilikaarihitsaus
- Kaasu-volframikaarihitsaus
- Kaasumetallikaarihitsaus
- Upotettu kaarihitsaus
- SMAW - suojattu metallikaarihitsaus
- FCAW (sulatettu kaarihitsaus)
- ESW (sähköiskun hitsaus)
- Valokaarihitsaus
Plasmakaarihitsaus
Plasmakaarihitsaus (PAW) on samanlainen kuin GTAW tai kaasu-volframihitsaus. Tällaisessa hitsausprosessissa valokaari muodostuu työosasta ja volframielektrodista. Suurin ero plasmakaarihitsauksen ja kaasu-volframhitsauksen välillä on se, että elektrodi sijaitsee plasmakaarihitsauksen polttimessa. Se voidaan lämmittää kaasua lämpötila ja muuta se plasmaksi hyökätäksesi hitsausaluetta.
Metallikaarihitsaus
Metallikaarihitsausprosessissa (MAW) käytetään pääasiassa metallielektrodia hitsausprosessissa. Tämä metallielektrodi voi olla joko kuluva, muuten ei-kuluva vaatimuksen perusteella. Suurin osa käytetystä kulutuselektrodista voidaan peittää vuolla, ja tämän tyyppisen hitsausprosessin tärkein etu on, että se vaatii matalaa lämpötilaa muihin verrattuna.
Hiilikaarihitsaus
Hiilikaarihitsausprosessissa (CAW) käytetään pääasiassa hiilisauvaa, kuten elektrodia, metallinivelen hitsaamiseen. Tällainen kaarihitsaus on vanhin kaarihitsausprosessi ja vaatii suurta virtaa, matalaa jännitettä kaaren muodostamiseksi. Joissakin tapauksissa kaari voidaan muodostaa kahden hiilielektrodin välille, jotka on nimetty kaksoishiilikaarihitsaukseksi.
Kaasu-volframikaarihitsaus
Kaasu-volframikaarihitsausta (GTAW) kutsutaan myös volframikaasuhitsaukseksi (TIGW). Tämän tyyppisessä hitsausprosessissa materiaalin hitsaamiseen voidaan käyttää volframielektrodia, jota ei tarvita. Tässä hitsauksessa käytetty elektrodi voidaan sulkea kaasuilla, kuten argonilla, heliumilla jne. Nämä kaasut suojaavat hitsialueita hapettumiselta. Tällaista hitsausta voidaan käyttää ohuiden levyjen hitsaamiseen.
Kaasumetallikaarihitsaus
Kaasumetallikaarihitsausta (GMAW) kutsutaan myös metallinertokaasuhitsaukseksi (MIGW). Se käyttää tuoretta metallielektrodia, joka on suojattu kaasulla, kuten helium, argon jne. Nämä kaasut suojaavat liitosaluetta hapettumiselta ja muodostavat useita hitsausmateriaalikerroksia. Tämän tyyppisessä kaarihitsausprosessissa täytelanka voidaan syöttää jatkuvasti käyttämällä ei-kulutusmetallielektrodia metallin hitsaamiseen.
Upotettu kaarihitsaus
Kaarihitsausta (SAW) voidaan hyödyntää laajasti automaattisessa hitsausmenetelmässä. Tällaisessa hitsausprosessissa elektrodi upotetaan kokonaan vuon rakeisella päällystyksellä, ja tämä virtaus voidaan sähköjohdin joka ei estä sähkövirtaa. Kiinteä vuon päällyste estää sulan metallin ultraviolettisäteilyltä ja ilmakehältä.
SMAW - suojattu metallikaarihitsaus
Termi SMAW tarkoittaa 'suojattua metallikaarihitsausta', jota kutsutaan myös sauvahitsauksella suojatuksi valokaarihitsaukseksi tai manuaaliseksi metallikaarihitsaukseksi (MMA / MMAW). Tällaista hitsausta käytetään, kun kaari iskeytyy työkappaleen ja metallitangon kesken. Joten näiden molempien pinta voi liueta muodostaen hitsisulan.
Kun vuopäällyste sulaa heti tangossa, se muodostaa kuonaa ja kaasua suojaamaan hitsisulaa ympäristöstä. Tämä on joustava menetelmä ja sopii materiaalien, kuten rauta- ja ei-rautametallien, liittämiseen paksun materiaalin läpi kaikissa paikoissa.
FCAW (sulatettu kaarihitsaus)
Tällainen hitsaus on vaihtoehto suojametallikaarihitsaukselle. Tämä kaarihitsauskaarihitsaus toimii sekä elektrodin että vakaan jännitesyötön kanssa siten, että se tarjoaa vakaan valokaaren pituuden. Tämä menetelmä toimii käyttämällä suojakaasua tai kaasua, joka muodostuu vuon kautta turvallisuuden takaamiseksi tartunnalta.
ESW (sähköiskun hitsaus)
Tällaisessa hitsauksessa lämpö tuotetaan virran kautta ja se kulkee täytemetallin ja työkappaleen läpi sulan kuonan avulla hitsin pinnalle. Tässä hitsausvirtaa käytetään täyttämään kahden työkappaleen välinen rako. Tällainen hitsaus voidaan aloittaa elektrodin ja työkappaleen välisen kaaren kautta.
Kaari tuottaa lämpöä sulavan jauheen sulattamiseksi ja tekee sulan kuonan. Kuona sisältää vähemmän sähkönjohtavuutta, joka voidaan ylläpitää nestemäisessä tilassa sähkövirran kautta syntyvän lämmön takia. Kuonan lämpötila on 3500 ° F ja se riittää sulattamaan työkappaleen reunat ja kuluvan elektrodin. Metallipisarat putoavat kohti hitsisulaa ja yhdistävät työkappaleet. Tällainen hitsaus soveltuu pääasiassa teräkselle.
Valokaarihitsaus
Tämän tyyppinen hitsaus on erittäin luotettava ja sitä käytetään monissa sovelluksissa. Tätä menetelmää käytetään hitsaamaan minkä tahansa kokoinen metalli työkappaleella hitsin tunkeutumisasteen läpi.
Tämän tyyppinen hitsaus voi luoda kovia hitsisaumoja yhdeltä puolelta perusmetallien yli, joiden paksuus on 0,048 tuumaa. Tämä kaari voidaan muodostaa käyttämällä tasavirtalähteen metallikiinnittimien holkkia ja nastahitsauspistoolia. Tässä hitsauksessa käytetään kolmea yleistä menetelmää, kuten vedetty kaari, lyhyt valokaari ja kaasukaaren hitsaus.
Piirretty kaarimenetelmä toimii nastaan kiinnitetyllä vuolla puhdistaen metallin pinnan koko hitsauksen ajan. Koko valokaaren aikana virtaus voidaan höyrystää ja reagoida ympäristön pilaavien elementtien kautta pitämään hitsialue puhtaana.
Lyhyt kaarimenetelmä on samanlainen kuin piirretty kaari, lukuun ottamatta sitä, että se ei käytä vuon kuormitusta, muuten holkki. Joten tämä menetelmä antaa lyhyimmät hitsausajat valokaaren hitsaustekniikoille. Kaasukaaren tapimenetelmä toimii staattisen suojakaasun läpi ilman holkkia tai virtausta, mikä helpottaa automatisointia.
Muita kaarihitsaustyyppejä
Tiedämme, että suurin osa teollisuudenaloista käyttää metallisuunnittelua ja yleisimmin käytettyjä hitsauksia käsitellään edellä. Mutta useat muut menetelmät voivat myös hitsata kaksi tai useampia metalleja yhteen, kuten seuraava.
Elektroninen palkkihitsaus
EBM-tekniikkaa tai elektronista sädehitsausta käytetään metallien liittämiseen aina, kun elektroniaallot sytytetään suurella nopeudella metallipinnan hitsaamiseksi toiseen. Kun elektroniaalto saavuttaa tavoitteensa, vaikutuspiiri sulaa juuri niin paljon, että viereinen osa voidaan yhdistää paikalleen.
Tällainen hitsaus on erittäin suosittua teollisuusalueella. Tekniikka on erityisen hyödyllinen ilmailu- ja autoteollisuuden valmistajille, jotka käyttävät tätä hitsausta useiden metalliosien yhdistämiseen kuorma-autoissa, autoissa, lentokoneissa ja avaruusaluksissa. Tyhjiöön perustuvan elektronisen sädehitsauksen luonteen vuoksi menetelmä on turvallinen kriisityössä tyhjennetyissä taloissa ja rakennuksissa.
Atomivetyhitsaus
AHW- tai Atomic-vetyhitsaus on vanha tekniikka metallien liittämiseksi, joka on usein pudonnut reunan läpi tehokkaampien tekniikoiden, kuten kaasumetallikaarihitsauksen, aikaansaamiseksi. Yksi alue, jossa automaattinen vetyhitsaus on edelleen tuttua, on volframihitsaus. Koska volframi reagoi erittäin lämpöön, tämä hitsaus on turvallinen tälle menetelmälle.
Electroslag-hitsaus
Tämä on 1950-luvulla keksitty nopea hitsaus. Tällainen hitsaus yhdistää raskasmetallit teollisuuden laitteisiin ja koneisiin. Kuten nimestä voi päätellä, se otetaan kuparivedenpitimistä, jotka on suljettu työkaluun, jota käytetään sähkökuonuhitsaukseen. Vesi estää nestekuonan imeytymisen muille alueille koko hitsausjakson ajan.
Hiilikaarihitsaus
CAW- tai hiilikaarihitsaus on sidontatekniikka, jota käytetään metallien liittämiseen soveltamalla yli 300 celsiusasteen lämpötiloja. Tämän tyyppisessä hitsauksessa elektrodien ja metallipintojen väliin voi muodostua kaari. Tämä tekniikka oli kerran suosittu, mutta nyt se oli vanhentunut kaksoishiilikaarihitsauksella.
Oxy-polttoainehitsaus
Tällainen hitsaus on menetelmä, joka käyttää happea ja nestemäistä polttoainetta sulattaa metallin muotoon. Ranskalaiset insinöörit Charles Picard ja Edmond Fouché keksittiin 1900-luvulla. Tässä prosessissa hapen tuottamaa lämpötilaa käytetään metallin pinta-aloilla. Tämä hitsaus tapahtuu sisätiloissa.
Vastuspistehitsaus
Resistenssipistehitsausta käytetään siellä, missä lämpö yhdistää metallin pinnat. Lämpö voidaan tuottaa sähkövirtojen vastuksesta. Tällainen hitsaus kuuluu hitsaustekniikoiden kokoelmaan, jota kutsutaan sähkövastushitsaukseksi.
Vastusaumahitsaus
Vastusaumahitsaus on tekniikka, joka tuottaa lämpöä metallien hankauspinnoista vastaavien ominaisuuksien kautta. Tällainen hitsaus alkaa sauman toiselta puolelta ja toimii tilassa toiseen päähän. Joten tämä menetelmä riippuu pääasiassa kaksoelektrodeista, jotka on yleensä valmistettu kuparimateriaalista.
Projektiohitsaus
Projektiohitsaus on menetelmä, joka rajoittaa lämpöä tarkalle alueelle sijoittamista varten. Tämä menetelmä on hyvin yleinen projekteissa, joissa käytetään nastoja, muttereita ja muita kierteitettyjä metallikiinnikkeitä, vaijereita ja ristikkäisiä tankoja.
Kylmä hitsaus
Tämän hitsauksen vaihtoehtoinen nimi on kosketushitsaus. Tämän tyyppistä hitsausta käytetään metallien pintojen liittämiseen sulamatta lämmön läpi.
Kaarihitsauksen edut
Kaarihitsauksen etuja ovat pääasiassa seuraavat.
- Kaarihitsauksella on suuri nopeus ja hitsaustehokkuus
- Se sisältää yksinkertaisen hitsauslaitteen.
- Se on yksinkertaisesti siirrettävä.
- Kaarihitsaus muodostaa fysikaalisesti voimakkaan sidoksen hitsattujen metallien välillä.
- Se tarjoaa luotettavan hitsauslaadun
- Kaarihitsaus tarjoaa erinomaisen hitsausilmapiirin.
- virtalähde hitsaus ei ole kallista.
- Tämä hitsaus on nopea ja johdonmukainen prosessi.
- Hitsaaja voi hyödyntää tavallista kotimaan virtaa.
Kaarihitsauksen haitat
Kaarihitsauksen haittoja ovat seuraavat.
- Kaarihitsauksen suorittamiseen tarvitaan korkea asiantuntija.
- Saostumisnopeus voi olla epätäydellinen, koska elektrodipäällysteellä on taipumus palaa ja laskea
- Elektrodin pituus on 35 mm, ja elektrodi on vaihdettava koko tuotantonopeudella.
- Ne eivät ole puhtaita reaktiivisille metalleille, kuten titaanille ja alumiinille
Sovellukset
Kaarihitsauksen sovellukset sisältävät seuraavat.
- Käytetään metallilevyjen hitsauksessa
- Ohut-, rauta- ja ei-rautametallien hitsaukseen
- Käytetään paine- ja paineastioiden suunnitteluun
- Putkistojen kehitys teollisuudessa
- Käytetään autoteollisuuden ja kodinsisustuksen aloilla
- Laivanrakennusteollisuus
- Käytetään lentokoneiden ja avaruusteollisuuden valmistajissa
- Automaattiset rungon palautukset
- Rautatiet
- Toimialat, kuten rakentaminen, autoteollisuus, mekaaniset laitteet jne
- Kaasuholframikaarihitsausta käytetään ilmailu- ja avaruusteollisuudessa monien alueiden, kuten metallilevyjen, yhdistämiseen
- Näitä hitsauksia käytetään muottien, työkalujen ja enimmäkseen magnesiumista ja alumiinista valmistettujen metallien korjaamiseen.
- Suurin osa valmistusteollisuudesta käyttää GTAW: ta ohuiden työkappaleiden, erityisesti värimetallien, hitsaamiseen.
- GTAW-hitsauksia käytetään, kun vaaditaan äärimmäistä korroosionkestävyyttä sekä halkeilua pitkällä laadulla.
- Sitä käytetään avaruusalusten valmistuksessa
- Käytetään halkaisijaltaan pienten osien, ohutseinäisten letkujen hitsaamiseen, joten se soveltuu polkupyöriteollisuuteen
Näin ollen kyse on valokaarihitsauksesta, ja se on joustava hitsausmenetelmä. Sähköinen kaarihitsaussovellukset olla mukana valmistusteollisuudessa voimakkaiden liitosten tuottamiseksi maailmanlaajuisesti niiden ominaisuuksien, kuten helppouden ja erinomaisen hitsaustehokkuuden, takia. Sitä käytetään yleisimmin eri teollisuudenaloilla suojaamaan muuten kunnostustöitä, kuten autoteollisuus, rakennus, laivanrakennus ja ilmailu. Tässä on kysymys sinulle, mikä on kaarihitsauslämpötilan alue?